 +86-15371769898
+86-15371769898 [email protected]
[email protected]
+86-15371769898[email protected] Nel sofisticato mondo della produzione moderna, il industriale rullo di gomma è un componente indispensabile che funge da interfaccia tattile tra la macchina e il prodotto. Che si tratti di stampa offset ad alta velocità, laminazione di precisione di pellicole o laminazione a freddo di acciaio per carichi pesanti, questi cilindri progettati con precisione sono responsabili dell'applicazione uniforme della pressione, del trasferimento coerente di liquidi e della manipolazione delicata di substrati fragili. Mentre ci avviciniamo al 2026, la richiesta di velocità di produzione più elevate e tolleranze più strette ha elevato la progettazione dei rulli in gomma da un acquisto di materie prime a una specifica tecnica fondamentale. La scelta del rullo “giusto” implica una complessa interazione tra chimica dei polimeri, ingegneria meccanica e scienza delle superfici. Un elastomero non corrispondente o un durometro errato possono portare a “tempi di inattività” catastrofici, difetti superficiali ed eccessivi sprechi di materiale.
Le prestazioni e la durata di un rullo industriale sono determinate principalmente dalle proprietà chimiche e fisiche del suo rivestimento elastomerico. Nel settore industriale, “gomma” è un termine ampio che comprende un’ampia varietà di polimeri sintetici, ciascuno progettato per sopravvivere a specifici fattori di stress ambientale. La selezione del composto corretto richiede un controllo dell'intero processo, dai solventi detergenti utilizzati alla fine di un turno alle temperature operative di picco durante una corsa ad alta velocità.
La base chimica del tuo rullo ne determina la resistenza al "gonfiore", alle "screpolature" e all'"abrasione".
Al di là della composizione chimica, la “Durezza” della gomma, misurata sul Riva una scala , è un fattore decisivo per la qualità del processo.
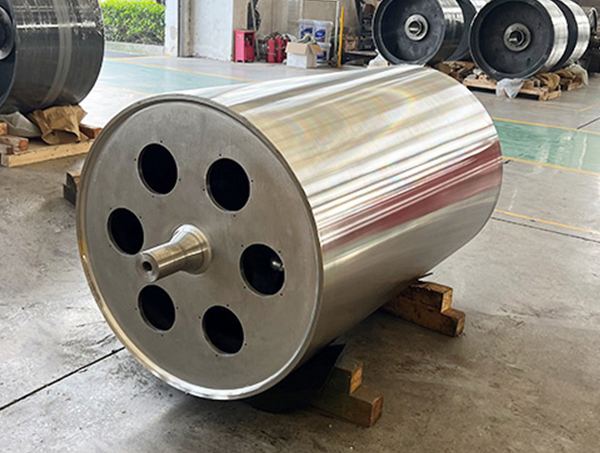
L'integrità strutturale di un rullo di gomma dipende tanto dal suo nucleo metallico interno e dalla tecnologia di incollaggio quanto dal suo rivestimento in gomma. Affinché un rullo raggiunga l'"eccellenza operativa", deve essere perfettamente concentrico e bilanciato dinamicamente. Qualsiasi vibrazione o "esaurimento" a regimi elevati provocherà inevitabilmente "segni di vibrazione" sul prodotto e un guasto prematuro dei cuscinetti della macchina. Nel 2026, i produttori professionali utilizzano la rettifica CNC avanzata e i test a ultrasuoni per garantire che il rullo sia un cilindro perfetto da un perno all'altro.
Il processo di produzione inizia con il Nucleo metallico , generalmente fabbricato con tubi di acciaio a pareti spesse, acciaio inossidabile (per uso alimentare e medico) o alluminio leggero.
Per massimizzare il ritorno sull'investimento (ROI) dei vostri rulli industriali, è essenziale una cultura della manutenzione proattiva. Nel corso del tempo, tutti i rulli in gomma subiscono la "vetratura", un processo in cui il calore e le sostanze chimiche rendono la superficie liscia, dura e non assorbente.
Questa tabella funge da riferimento tecnico per gli ingegneri per abbinare il loro ambiente di processo con il profilo di elastomero e durezza corretto.
| Processo industriale | Fattore di stress chiave | Elastomero consigliato | Durezza (Shore A) |
|---|---|---|---|
| Stampa offset | Inchiostri a base oleosa | Nitrile (NBR) | 25 - 45 |
| Laminazione della pellicola | Calore elevato | Silicone | 50 - 70 |
| Lavorazione dei metalli | Elevata abrasione | Poliuretano (PU) | 80 - 95 |
| Tintura tessile | Acqua e prodotti chimici | EPDM | 40 - 60 |
| Imballaggio alimentare | Igiene/FDA | Silicone bianco | 40 - 60 |
| Rivestimento adesivo | Appiccicosità/Colla | Silicone antiaderente | 30 - 50 |
Il segno più evidente del rigonfiamento è una variazione del diametro del rullo o un “ammorbidimento” della superficie in gomma. Se il rullo è fisicamente più grande rispetto alle specifiche originali o se la superficie sembra "gommosa", è probabile che reagisca negativamente a una sostanza chimica o a un solvente nel processo.
Il bilanciamento dinamico è il processo che garantisce che il peso del rullo sia distribuito uniformemente attorno al suo centro di rotazione. Senza di esso, un rullo che gira ad alta velocità creerà una "forza centrifuga" che provoca vibrazioni, portando a una scarsa qualità di stampa e danni meccanici alla macchina.
Piccole intaccature superficiali a volte possono essere “levigate” durante un processo di riaffilatura. Tuttavia, se il taglio raggiunge l'anima metallica, il rullo deve essere “recuperato”, poiché una toppa localizzata creerà quasi sempre un “segno” sul substrato durante la produzione.



Dedicato allo sviluppo e alla produzione di varie forme di rotoli con diverse strutture dei rulli.
Telefono: +86-15371769898
E-mail: [email protected]
Aggiungere: 9 Lifa Avenue, città di Chengdong, contea di Haian, città di Nantong, provincia di Jiangsu, Cina
Copyright© 2025 Jiangsu Jinhang Machinery Manufacturing Co., Ltd. Tutti i diritti riservati.




